Hautes températures
Les hautes températures
Au-delà de 50 °C, la chaleur réduit considérablement l’activité des microorganismes (division cellulaire, fermentation) et des enzymes (réactions enzymatiques). À partir de 55 °C, la chaleur est même bactéricide : les bactéries sont tuées, de même que les champignons (levures, moisissures) et les parasites. Les cellules des tissus vivants, composant les aliments frais, et les enzymes sont également détruites. Les hautes températures ont donc un caractère assainissant.
Néanmoins des bactéries thermophiles persistent dans des préparations insuffisamment cuites ou chauffées. Ces bactéries reprennent leur développement lorsque les préparations refroidissent à température ambiante. Pour détruire toutes les bactéries d’un aliment, il faut le pasteuriser, c’est-à-dire lui faire atteindre une température d’au moins 63 °C pendant 2-3 minutes puis diminuer celle-ci le plus rapidement possible à 3 °C, afin d’éviter le « réveil » des spores, qui ne sont pas détruites à 63 °C. En effet, certains microorganismes peuvent former des spores qui présentent une grande résistance aux hautes températures, même supérieures à 80 °C. C’est le cas de Clostridium, une bactérie susceptible de provoquer des toxi-infections alimentaires graves. Pour détruire toutes les spores d’un aliment, il faut le stériliser, en lui faisant atteindre la température d’au moins 100 °C pendant 2-3 heures ou de 120°C pendant 20-30 minutes.
© Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
© Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Les enzymes sont des protéines fabriquées par les cellules. Elles permettent de nombreuses réactions chimiques, dont celles responsables de la biodégradation. Chaque enzyme a un « site actif », d’une certaine structure 3D, adapté accueillir un substrat particulier. Une fois associés, la réaction chimique a lieu. Puis, ce complexe enzyme-substrat se dissocie : le ou les produits formés sont libérés, et l’enzyme est à nouveau disponible pour une nouvelle réaction. Chaque enzyme a une température optimale de fonctionnement pour laquelle son activité est maximale. À cette température l’agitation moléculaire favorise la rencontre entre l’enzyme et son substrat. Lorsque la température augmente au-delà de la température optimale, les enzymes sont progressivement dénaturées : elles perdent irréversiblement leur conformation spatiale et ne peuvent donc plus agir sur le substrat. Les hautes températures, en inactivant les enzymes, rendent impossibles les réactions enzymatiques impliquées dans la dégradation des aliments.
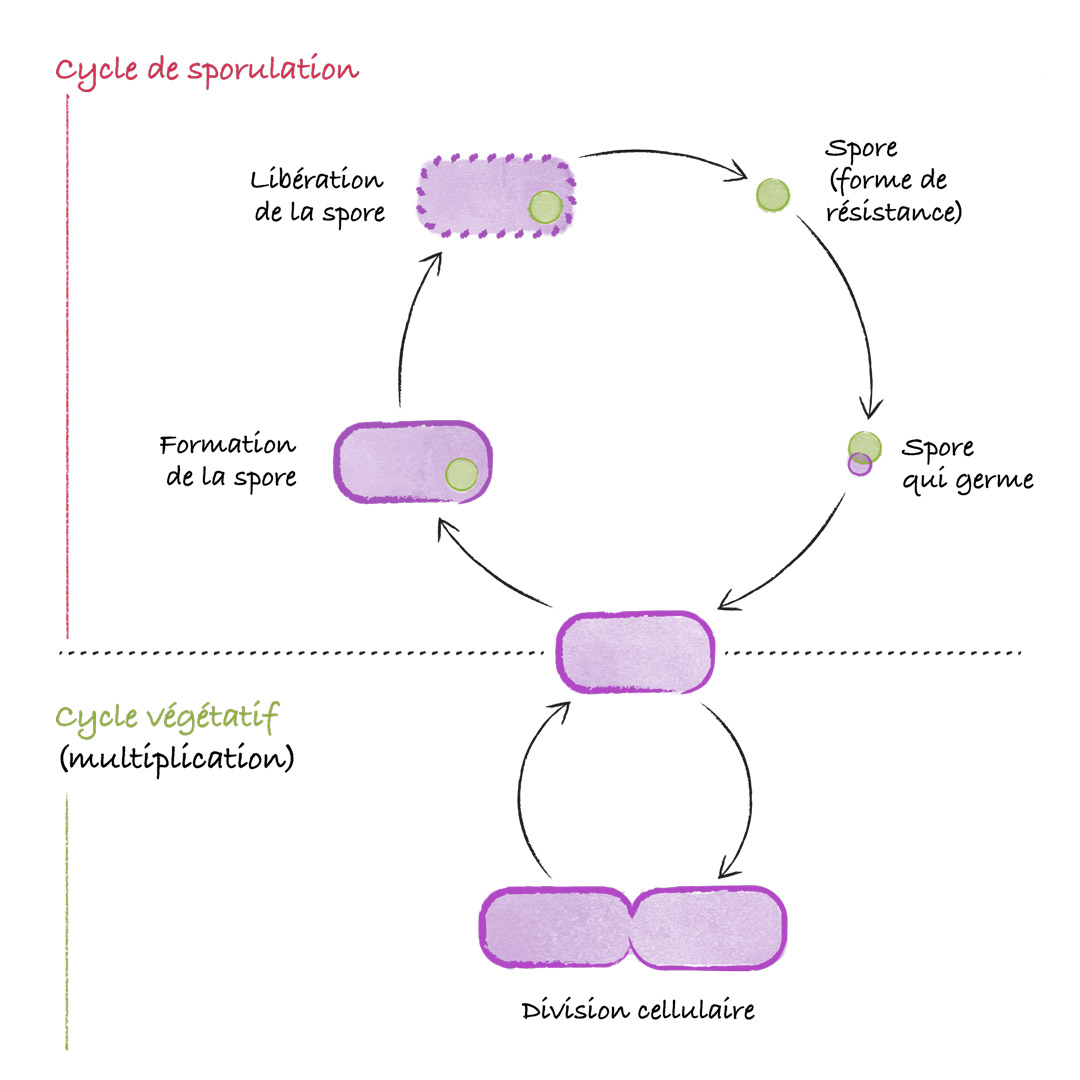 Le cycle de sporulation des bactéries
Le cycle de sporulation des bactéries © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Le cycle de sporulation des bactéries © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Lorsque les bactéries sont soumises à des conditions environnementales défavorables, elles passent d’un cycle végétatif à un cycle de sporulation au cours duquel elles produisent des endospores, formes de vie très résistantes.
En effet, ces spores supportent les hautes températures, les UV, le rayonnement radioactif, la déshydratation, le manque de nutriments. Elles permettent donc la survie de l’espèce.
Lorsque les conditions environnementales sont plus favorables (présence de nutriments, humidité, température), la spore germe pour donner une nouvelle bactérie qui pourra se diviser pour coloniser son milieu : c’est le cycle végétatif.
Cuisson
La cuisson transforme l’aliment et lui confère de nouvelles propriétés gustatives : elle affecte ses caractéristiques organoleptiques et nutritionnelles. Dès 50-70 °C les aliments commencent à subir de multiples transformations physiques et chimiques : coagulation des protéines, caramélisation des glucides, fusion des lipides, etc.
En quoi la cuisson est-elle une technique de conservation ? Dès 55 °C, elle s’accompagne d’une destruction des microorganismes situés à l’intérieur, dans les tissus, ou à l’extérieur du produit, en surface, et d’une inactivation des enzymes. Cette destruction peut être partielle ou totale, selon l’intensité et la durée du traitement. L’enjeu consiste à trouver le meilleur équilibre entre goût et sécurité. Ainsi assainis et stabilisés, les aliments cuits présentent une plus grande résistance à la biodégradation. Ils se conservent plus longtemps, en particulier s’ils sont ensuite stockés au froid positif (3 °C) ou négatif (– 18 °C).
Comment cuit-on un aliment ?
Pour cuire un aliment, il existe de nombreuses technologies de production et de transfert de chaleur. La chaleur peut être produite par combustion d’énergie fossile (gaz, fuel) ou de biomasse (bois), par une résistance électrique (effet Joule), par induction (échauffement des métaux ferromagnétiques par des ondes électromagnétiques), etc. Elle se transmet aux aliments via différents modes, par exemple :
- par conduction : l’aliment cuit par le contact direct avec un support chauffant. Il cuit dans une poêle, sur une pierre, etc.
- par convection : l’aliment cuit grâce à la chaleur transportée par un fluide. Il cuit dans l’eau bouillante (dans une casserole), dans la vapeur d’eau (dans un autocuiseur), grâce à de la fumée issue de bois en combustion (dans un fumoir), etc.
- par rayonnement : l’aliment cuit grâce à des rayonnements infrarouges, par exemple sur une broche, dans une salamandre, etc.
- par microondes : les molécules d’eau libre contenue dans l’aliment s’agitent sous l’effet d’ondes électromagnétiques, comme dans un four à microondes.
Dans l’industrie agroalimentaire, on utilise toutes ces technologies de cuisson adaptées à des volumes importants. Les cuiseurs industriels sont dotés de cuves contenant plusieurs centaines ou milliers de litres, de fonctions de contrôle (suivi de température, de vapeur, de pression), d’outils mécaniques intégrés (mélangeur, mixer, cutter, émulsionneur) et de systèmes automatisés de remplissage et de vidage, d’enfournement et de défournement, de nettoyage en place (lavage, désinfection, rinçage), etc.
Pour optimiser la conservation, la cuisson est souvent suivie d’une phase de refroidissement au sein d’un refroidisseur à air (ambiant ou réfrigéré, ventilé ou statique), d’une chambre ou d’un tunnel de refroidissement rapide (produits périssables) ou d’une chambre de ressuage (produits de boulangerie).
 Tunnel de cuisson mixte
Tunnel de cuisson mixte © CelsiousFood / Étincel www.reseau-canope.fr/etincel
Tunnel de cuisson mixte © CelsiousFood / Étincel www.reseau-canope.fr/etincel
Pasteurisation
La pasteurisation est un traitement thermique modéré. Son efficacité dépend du couple temps-température et de l’aliment à traiter (risque biologique, volume, poids, composition). Le traitement varie de quelques secondes à 100 °C jusqu’à quelques dizaines de minutes à 60 °C. Son objectif prioritaire est de détruire la majorité des microorganismes présents dans l’aliment, notamment les bactéries pathogènes et celles impliquées dans la biodégradation. En revanche, les spores, résistantes à ces températures modérées, ne sont pas détruites, excepté avec la tyndallisation (voir ci-après). Elles peuvent persister dans l’aliment, mais restent sans danger pour le consommateur tant qu’elles ne reprennent pas leur forme végétative de bactéries qui peuvent, elles, se multiplier. C’est pourquoi, ces traitements thermiques sont suivis impérativement d’une phase de refroidissement rapide, puis d’une conservation à 3 °C. Une fois pasteurisés, les aliments doivent être consommés rapidement, leur date limite de consommation est courte.
Différents procédés de pasteurisation :
- la thermisation s’effectue autour de 60 °C ;
- la tyndallisation qui s’effectue autour de 60 °C en plusieurs fois ;
- la pasteurisation basse qui s’effectue entre 62 °C et 75 °C ;
- la pasteurisation haute qui s’effectue entre 75 °C et 100 °C (ébullition).
La thermisation est appliquée généralement sur le lait cru en vue de produire des fromages plus savoureux que ceux à base de lait pasteurisé, et comportant moins de risques sur le plan microbiologique que ceux réalisés avec du lait cru. Très voisine, la tyndallisation est une pasteurisation qui fait intervenir des cycles de chauffe à 60 °C et de refroidissement. Lors des phases de refroidissement les spores germent et redeviennent des bactéries, les phases de chauffe permettent de détruire ces bactéries. Cette technique permet donc de détruire les spores présentes dans l’aliment. À cet égard, elle peut être apparentée à une technique de stérilisation.
Dans l’industrie agroalimentaire, la pasteurisation est largement utilisée sur une grande diversité d’aliments liquides, pâteux ou solides dont on cherche à préserver au maximum le goût d’origine. Elle peut s’effectuer en :
- mode discontinu : pasteurisateurs à injection de vapeur, à immersion (bain d’eau) ou ruissellement d’eau (après conditionnement) ;
- mode continu : lignes de pasteurisation avec échangeur à plaques ou à tubes (avant conditionnement), tunnels de pasteurisation à vapeur ou à bain d’eau (après conditionnement).
Les denrées solides pasteurisées en conditionnements étanches (verre ou plastique) sont appelées semi-conserves car leur conservation nécessite un procédé de conservation complémentaire : stockage au froid positif, acidification, salage, sucrage, etc. Les semi-conserves ont le plus souvent une date limite de consommation courte. La pasteurisation intervient après conditionnement et s’effectue dans un pasteurisateur ou dans un tunnel de pasteurisation.
Les denrées fluides (comme le lait, la crème, la bière, les jus, les purées, les sauces, etc.) faciles à pomper et à faire circuler dans des circuits hydrauliques peuvent être pasteurisées en continu et avant conditionnement au sein d’une ligne de pasteurisation à échangeur thermique. Cette installation est composée d’un réseau de plaques ou de tubes qui assurent l’échange thermique sans contact avec un fluide caloporteur. Les conditionnements, comme des bouteilles, sont stérilisés ou aseptisés à l’eau bouillante dans une ligne à part. Le remplissage se fait de manière aseptique en milieu clos pour éviter toute contamination. La pasteurisation des liquides peut aussi être effectuée après conditionnement en tunnel de pasteurisation ou en pasteurisateurs dans des contenants hermétiquement fermés (bouteilles, cannettes). Le refroidissement des bouteilles pasteurisées se fait souvent à l’eau froide (bain réfrigéré ou non), juste avant l’étiquetage et la mise en carton.
La pasteurisation éclair (ou flash) améliore la qualité organoleptique et nutritionnelle sur les produits liquides ou semi-pâteux avant conditionnement. Elle est utilisée quand on cherche à préserver l’arôme fragile du fruit d’origine (vins, jus, purées). Dans le cas classique, elle impose une température voisine de 75 °C sur un temps de chambrage très court, de 15 à 30 secondes, qui s’effectue au sein d’une ligne de pasteurisation continue spécifique, constituée d’un échangeur thermique (flash pasteurisateur). Le remplissage se fait de manière aseptique (embouteilleur).
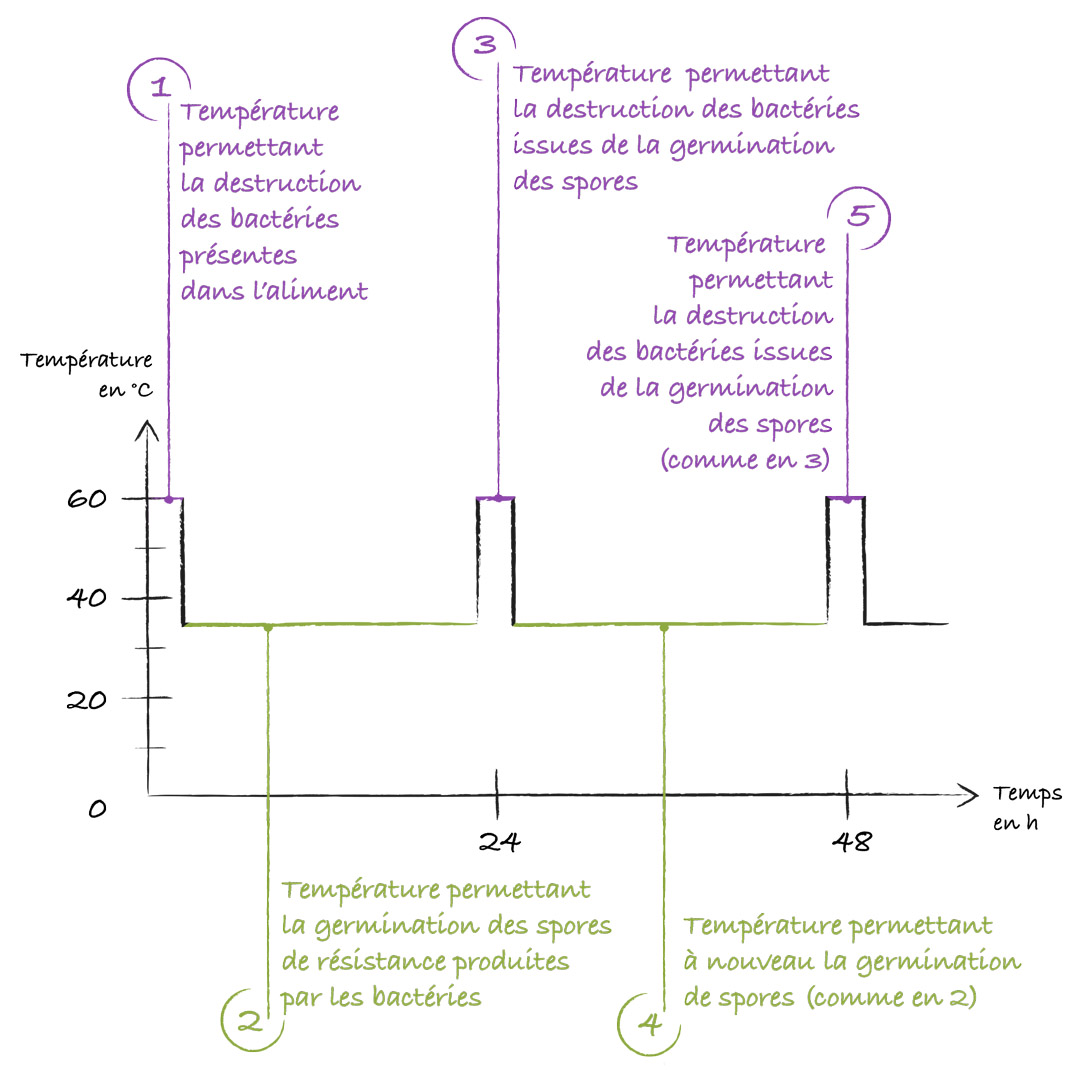 Les cycles de chauffe de la tyndallisation
Les cycles de chauffe de la tyndallisation © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Les cycles de chauffe de la tyndallisation © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
La tyndallisation permet de pasteuriser les aliments par cycle alternant des périodes de chauffe et des périodes de refroidissement. En chauffant l’aliment à 60 °C les bactéries sont détruites (1), puis la température est abaissée aux alentours de 35 °C (2) ce qui permet de laisser les spores résistantes germer et produire de nouvelles bactéries qui seront détruites par une nouvelle période de chauffe à 60 °C (3) ; ensuite un nouveau refroidissement est opéré et ainsi de suite.
Stérilisation
La stérilisation est un traitement thermique poussé à une température supérieure à 100 °C visant à assainir totalement et durablement les aliments et à les cuire, ce qui modifie également leur qualité organoleptique. Son objectif est d’assurer la destruction totale des microorganismes et des spores présents dans les denrées.
Les techniques de stérilisation sont effectuées :
- sur des produits déjà conditionnés dans des conserves en verre (type bocaux) ou en fer blanc (type boîtes de conserve) ;
- sur des produits en vrac au sein de lignes de production intégralement stériles (chambrage, refroidissement, remplissage, conditionnement). Le conditionnement s’effectue ensuite dans des contenants stériles ou préstérilisés au sein d’une enceinte alimentée en air stérile et maintenue en surpression.
Les aliments stérilisés et conditionnés peuvent être conservés à température ambiante et consommés à très longue échéance.
Dans l’agroalimentaire, il existe trois procédés de référence : la stérilisation, l’appertisation et la stérilisation à ultra haute température (UHT).
La stérilisation concerne les traitements usuels compris entre 100 °C et 130 °C sur une durée plus ou moins longue. Plus la température est élevée, plus la durée du traitement peut être courte (par exemple 2-3 minutes à 130 °C, 20-30 minutes à 120 °C ou 2-3 heures à 100 °C. Le couple temps-température est fixé par l’industriel. Il dépend de l’efficacité stérilisatrice du procédé utilisé et de l’aliment à traiter (risque biologique, volume, poids, composition). La stérilisation peut se faire à pression ambiante (ébullition à 100 °C) ou à haute pression (stérilisateur ou autoclave ; ébullition à 110-130 °C). Après refroidissement (à l’air ambiant ou en enceinte réfrigérée), les conditionnements en plastique ou en verre (bocaux, bouteilles, canettes, barquettes, poches) sont étiquetés puis mis en carton. Dans l’industrie, la stérilisation est exploitée en :
- mode discontinu : stérilisateurs « batch » (par lot) à haute pression, autoclaves à vapeur ou à ruissellement d’eau (après conditionnement) ;
- mode continu : lignes de stérilisation (échangeur à plaques ou à tubes) et de remplissage aseptique pour les produits liquides (avant conditionnement), tunnels de stérilisation à vapeur ou à bain d’eau (après conditionnement).
L’appertisation est le nom donné au procédé de stérilisation utilisé dans la production de conserves (légumes, fruits, viandes, poissons) : bocaux en verre ou boîtes métalliques (multicouches fer blanc/étain, acier inox ou aluminium). Après le remplissage des récipients par les aliments, les boîtes ou bocaux sont dotés d’un couvercle vissé (bocaux) ou serti (boîtes de conserve). Une fois fermés, ils sont positionnés dans des enceintes closes mises en haute pression : autoclaves ou stérilisateurs en « batch » où ils subissent un traitement de stérilisation allant de 100 °C à 130 °C (la référence étant 121 °C pendant 20 minutes). Après refroidissement à température ambiante, les bocaux et boîtes sont étiquetés puis mis en carton. La conservation peut être optimisée par addition d’exhausteurs de goût à effet conservateur comme des épices, du sel, du sucre, de l’huile ou par un prétraitement assainissant, comme la pasteurisation, la cuisson, le blanchiment.
La stérilisation et l’appertisation altèrent généralement la qualité gustative et nutritionnelle des aliments car le traitement thermique détruit certains arômes et micronutriments sensibles, notamment les vitamines A, B9, B12 et C. Les sardines font toutefois exception : le procédé d’appertisation et la durée de conservation dans l’huile sont reconnus bénéfiques pour le goût (saveur, texture) et la santé (en préservant protéines, acides gras oméga 3, calcium, oligoéléments).
La stérilisation à ultra haute température (UHT) optimise la qualité organoleptique et nutritionnelle. Elle s’effectue avant conditionnement sur les produits liquides peu acides tels que le lait et les crèmes laitières, les soupes, les sauces, les crèmes desserts, les mixes pour crèmes glacées. La stérilisation UHT classique en bouteilles en verre a cédé la place dans les années 1960 à la technologie UHT développée par la société suédoise Tetra Pak incluant une ligne de conditionnement aseptique en briques cartonnées multicouches (Tetra Brik). Les cartonnages sont pliés, stérilisés et scellés dans l’unité de conditionnement (air stérile maintenu en surpression). Cette nouvelle technologie utilise une température autour de 130-150 °C durant un temps très court, de 5 à 30 secondes.
La stérilisation UHT peut pratiquée selon deux procédés :
- le procédé UHT direct : le produit prépasteurisé à + 80 °C entre en contact direct avec la source de chaleur, de la vapeur d’eau injectée sous pression. Puis il est refroidi très rapidement, en moins d’une seconde. La rapidité du traitement stérilisation-refroidissement permet de maintenir une qualité optimale (arôme, saveur), mais la consommation énergétique reste importante ;
- le procédé UHT indirect : le produit n’entre pas en contact direct avec la source de chaleur, mais par l’intermédiaire d’un échangeur, à plaques ou à tubes. Ce traitement est plus rentable car la quasi-totalité de l’énergie peut être recyclée.
 Entrée de boîtes de conserve dans un stérilisateur en « batch »
Entrée de boîtes de conserve dans un stérilisateur en « batch » © Connétable / Étincel www.reseau-canope.fr/etincel
Entrée de boîtes de conserve dans un stérilisateur en « batch » © Connétable / Étincel www.reseau-canope.fr/etincel
Chauffage électromagnétique
Le chauffage électromagnétique est également appelé chauffage diélectrique, chauffage par pertes diélectriques, chauffage par microondes (MO) ou hautes fréquences (HF). Les rayonnements électromagnétiques MO ou HF ont en effet la spécificité de pouvoir chauffer divers matériaux en provoquant la vibration et la rotation des molécules polarisées (entrant dans la composition de ces matériaux). Ainsi lorsqu’un aliment humide (composé en partie d’eau) est placé dans un champ électromagnétique, sa température augmente par la vibration et l’agitation des molécules d’eau (polarisées) qui le constituent. La technologie est bien connue dans l’univers domestique avec le four à microondes et se développe dans l’industrie alimentaire pour la cuisson, la pasteurisation ou le séchage des aliments. Deux types d’ondes sont exploitées : les rayonnements à hautes fréquences, comprises entre 1 et 400 MHz, et les rayonnements microondes, dont les fréquences varient entre 400 et 18 000 MHz. Bien que les process par hautes fréquences et microondes soient fondés sur le même principe physique, les installations industrielles et leurs applications alimentaires sont très différentes. Les hautes fréquences, avec leurs grandes longueurs d’onde (environ 10 m), sont surtout utilisées pour chauffer en douceur les produits épais ou les grands volumes. Elles sont adaptées pour la cuisson douce ou le séchage de produits réguliers et homogènes (poudres, graines, purées, extraits…). Les microondes, avec leurs longueurs d’ondes plus courtes (10-30 cm), sont plus efficaces pour chauffer et sécher rapidement les produits irréguliers et hétérogènes, par exemple des plats préparés avec morceaux. Les microondes sont aussi exploitées pour pasteuriser et stériliser les produits liquides et pompables.
 Microondes et molécules d’eau
Microondes et molécules d’eau © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Microondes et molécules d’eau © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Une molécule d’eau est une molécule polarisée : elle se compose d’un atome d’oxygène, doublement chargé négativement, et de deux atomes d’hydrogène, chargés chacun positivement, qui forment un pôle positif. Lorsque des microondes sont appliquées sur un aliment, les molécules d’eau qu’il contient vont les absorber et s’orienter dans le champ électromagnétique créé. Dans un four à microondes, à 2450 MHz (mégahertz), le champ magnétique s’inverse 2,45 milliards de fois par seconde et les molécules d’eau changent autant de fois de direction. En tournant, elles frottent les autres molécules de l’aliment provoquant leur agitation et donc un échauffement ce qui cuit l’aliment.
Le schéma ne respecte pas les échelles.
Chauffage ohmique
Tout aussi efficace que la pasteurisation flash ou la stérilisation à ultra haute température (UHT), le chauffage ohmique a l’avantage de préserver encore plus la qualité organoleptique des denrées fluides et pompables, comme les laits, crèmes, jus, soupes, purées, compotes, etc. Ce procédé exploite des principes physiques connus depuis le XIXe siècle : la loi d’Ohm (l’intensité d’un courant électrique est liée à la résistance du milieu et à la tension appliquée) et l’effet Joule (la résistance au passage du courant électrique produit de la chaleur). Chaque denrée alimentaire est en effet susceptible de chauffer lorsqu’on la soumet à un courant électrique. La chaleur n’est donc plus transférée par contact via une surface d’échange, comme avec la pasteurisation flash et l’UHT indirecte, ni par un jet de vapeur, comme avec l’UHT directe, mais elle apparaît instantanément et en tout point du produit. Il suffit de faire passer le produit dans une colonne où des électrodes en série délivrent un courant à basse fréquence et haute tension. Le produit est ensuite réfrigéré par refroidissement rapide puis conditionné. Le principe relativement ancien (1920) trouve aujourd’hui un regain d’intérêt dans l’industrie pour répondre aux attentes de goût et de saveur. De nouvelles applications se développent également pour les plats en sauce avec morceaux (viandes, poissons, légumes…).
Louis Pasteur, gloire nationale et scientifique moderne
Louis Pasteur naît en 1822 à Dole dans le Jura. Fils d’un ouvrier tanneur, il devient un scientifique spécialisé en chimie et microbiologie, et connaît une grande notoriété de son vivant. Il reçoit de nombreux prix et témoignages de reconnaissance de son travail. Il est fait commandeur de la Légion d’honneur en 1868 par l’empereur, puis c’est la Troisième République qui lui attribue une pension annuelle pour soutenir ses recherches et lui organisera même un jubilé pour ses 70 ans, trois ans avant sa mort, en 1895. Il a traversé le XIXe siècle comme un scientifique au service de l’humanité.
Il obtient le baccalauréat en 1840 puis devient professeur de physique au lycée de Dijon. En 1849, il est nommé professeur suppléant de chimie à la faculté des sciences de Strasbourg. Cette même année, il épouse Marie Laurent, la fille du recteur de la faculté, avec qui il a cinq enfants et qui sera une précieuse collaboratrice.
« En 1865, il dépose un procédé de conservation et d’amélioration des vins, de la bière, du lait sous le nom de “pasteurisation”. »
En 1858, il installe son laboratoire dans les greniers de l’École normale supérieure. En 1862, il est élu à l’Académie des Sciences. En 1865, il dépose un procédé de conservation et d’amélioration des vins, de la bière, du lait sous le nom de « pasteurisation ». Ce procédé repose sur le chauffage des aliments dans un autoclave (une sorte de cocotte-minute). Le tournant des années 1865 est très pénible pour Pasteur, il perd son père et deux de ses filles. Puis, en octobre 1868, il est victime d’une attaque d’hémiplégie gauche qui lui laissera des séquelles jusqu’à la fin de sa vie.
À partir de 1877, et notamment grâce à la pension qu’il reçoit de l’État, Pasteur peut se consacrer exclusivement à la recherche sur les maladies contagieuses des animaux et de l’homme. Il découvre ainsi le vaccin contre la rage chez l’humain, les maladies du charbon chez les moutons et le choléra chez les poules. Le vaccin contre la maladie du charbon est mis au point dès 1881 ; il faut attendre 1885 pour que Joseph Meister soit le premier être humain à être vacciné contre la rage.
En 1888, l’Institut Pasteur est construit à Paris. Il est à la fois un endroit pour le traitement de la rage, et un centre d’enseignement de la microbiologie. Il est dirigé par Pasteur lui-même jusqu'à sa mort. L’année 1888 marque également la fin des travaux de Pasteur, alors très affaibli par de nouvelles hémorragies cérébrales. Cependant, il vit dans l’Institut et a la joie de voir ses élèves attirer des chercheurs du monde entier ou devenir célèbres comme le docteur Albert Calmette, inventeur du BCG (le vaccin contre la tuberculose).
« le génie de Pasteur a toujours été de trouver […] un fil conducteur qu'il a suivi avec constance, patience et application »
Beaucoup d’historiens des sciences font le constat que le travail de Pasteur consiste moins à découvrir qu’à approfondir l’existant, à dénouer les blocages, à clarifier, et ce, dans de nombreux domaines de la chimie comme les isomères, les fermentations ou la théorie microbienne des maladies contagieuses. Ainsi, les premiers travaux sur la vaccination sont d’Edward Jenner (1749-1823) et non de Pasteur. André Pichot, épistémologue des sciences déclare : « le mot-clé de ses travaux : [...] mettre de l’ordre, à quelque niveau que ce soit. Ils comportent assez peu d’éléments originaux ; mais, le plus souvent, ils partent d’une situation très confuse, et le génie de Pasteur a toujours été de trouver, dans cette confusion initiale, un fil conducteur qu’il a suivi avec constance, patience et application ». Et, l’immunologue Patrice Debré renchérit : « Pasteur donne parfois même l’impression de se contenter de vérifier des résultats décrits par d'autres, puis de se les approprier. Cependant, c'est précisément quand il reprend des démonstrations laissées, pour ainsi dire, en jachère, qu'il se montre le plus novateur : le propre de son génie, c'est son esprit de synthèse ».
Un savant dans la société
Pasteur n'est pas du tout un chercheur isolé et enfermé dans sa tour d’ivoire. Ses travaux sont orientés vers les applications médicales, hygiéniques, agricoles et industrielles comme la lutte contre les maladies des vers à soie. Ils sont presque toujours orientés vers le souci de préserver ou d’améliorer la santé humaine. Pour ce faire, Pasteur collabore étroitement avec les professionnels concernés par ses travaux même si, parmi les médecins, ses partisans sont en minorité pour des raisons à la fois scientifiques et politiques. Il sait obtenir le soutien du public, pour financer la construction de l’Institut qui porte son nom par exemple, et des pouvoirs publics. Sa grande popularité de son vivant s’explique en grande partie par cette propension à sortir de son laboratoire. Il prend ainsi part à l'édification de sa légende, par ses textes, ses interventions publiques, sa fréquentation des académies, ses voyages sur le terrain pour répondre à l’appel de ceux qui avaient besoin de son talent.
 Louis Pasteur, gloire nationale et scientifique moderne
Louis Pasteur, gloire nationale et scientifique moderne © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel
Louis Pasteur, gloire nationale et scientifique moderne © Maud Guillot / Réseau Canopé / Étincel www.reseau-canope.fr/etincel